At present, the main standards related to infant and children’s clothing products are:
National mandatory standards GB18401-2003 “National Textile Safety Technology and Code” and GB5296.4-1998 “Consumer goods Instructions for the use of textiles and clothing”;
Product standards (such as FZ/T81003-2003 “Children’s clothing, student clothing”, FZ/T 73007-2002 “Knitted sportswear”, FZ/T 73008-2002 “Knitted T-shirt”, FZ/T 73021-2004 “Knitted student clothing”, FZ/T 81004-2003 “Dresses, skirt covers” and FZ/T 73025-2006 “Baby Knitwear”, etc.
The main testing items involved in infant clothing are:
Formaldehyde content, decomposable aromatic amines, pH value, odor, color fastness to water, color fastness to friction, color fastness to perspiration, color fastness to saliva, labeling, fiber content and physical properties testing of related products.
What needs to be concerned about is that the FZ/T 81014-2008 “baby clothing” product standard will be officially implemented from October 1, 2008. This standard is the first product standard specifically designed for the safety of infants and young children (aged 24 months and less). The standard clearly stipulates that all provisions involving the safety of clothing are mandatory, at that time, heavy metal residues exceed the standard, safety design and other aspects of unqualified baby clothing will not be sold. Some quantitative indicators are clearly specified in the standard, such as formaldehyde content shall not exceed 20 mg/kg, arsenic content shall not exceed 0.2 mg/kg and so on. The standard also requires that the addition of decomposed aromatic amine dyes is prohibited in infant clothing, and there should be no odor, and the pH value is limited to 4.0~7.5. In addition, baby clothing must be marked “do not dry clean” on the label, because the dry cleaning agent may contain substances that irritate the baby’s skin. At the same time, the standard also regulates the design of infant clothing. Clothing inspection standards
Clothing inspection standards
Clothing quality inspection standards
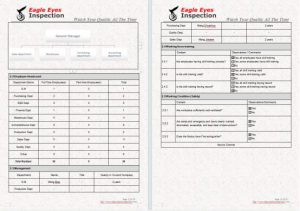
one. General requirement
1. Excellent fabrics and accessories, in line with customer requirements, and large goods are recognized by customers;
2, style and color correct;
3, the size is within the allowable error range;
4, excellent workmanship;
5, the product is clean, neat, good looking.
two. Appearance requirement
1, the front flap straight, plain clothes, length is consistent. The front draw flat clothes, the width is the same, the inside flap can not be longer than the front flap. Zippered lips should be worn flat, uniform, not wrinkly, not open. The zipper has no waves. The buttons are straight and evenly spaced.
2, the line is uniform and straight, the stop mouth is not backspitting, the left and right width is consistent.
3, open straight, no stir.
4, pocket square, flat, bag mouth can not open.
5, the bag cover, the bag square is flat, front and back, height, size is the same. Inside bag high and low. Uniform size, square and flat clothing.
6, the size of the collar hole mouth is the same, the lapel is flat, both ends are neat, the collar socket is round, the collar surface is flat, the outer mouth is straight and not crooked, the bottom collar is not exposed.
7, shoulder uniform, shoulder seam straight, the width of the two shoulders is the same, spelling seam symmetry.
8. Sleeve length, cuff size, width and narrowness are consistent, sleeve loop height, length and width are consistent.
9. Flat back, straight seam position, horizontal and symmetrical rear belt, suitable for tightness.
10, the bottom edge is smooth, flat clothes, rubber roots, rib width is the same, rib should be stitched on the stripes.
11, the size and length of the material in each part should be suitable for the fabric, not hanging in, not spitting in.
12, the car on the outside of the clothing on both sides of the ribbon, lace, the pattern on both sides to be symmetrical.
13. Add cotton filler to be worn flat, press line evenly, line neatly, and seam alignment before and after pieces.
14, the fabric has velvet (wool), to distinguish the direction, velvet (wool) should be the same direction of the whole piece.
15, if the style of sealing from the sleeve, the length of the sealing can not exceed 10 cm, the sealing is consistent, firm and neat.
16, the requirements of the bar to the grid fabric, stripes to be right.
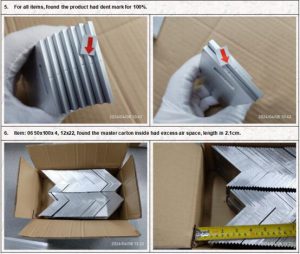
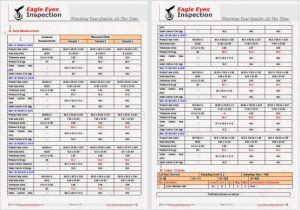
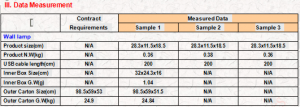
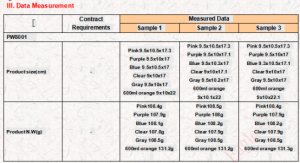
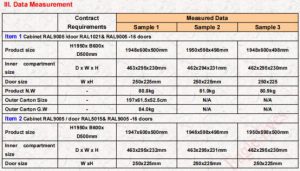
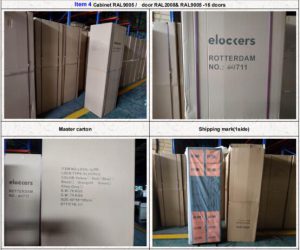
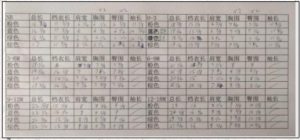
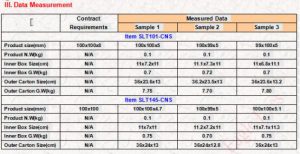
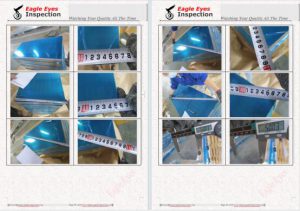
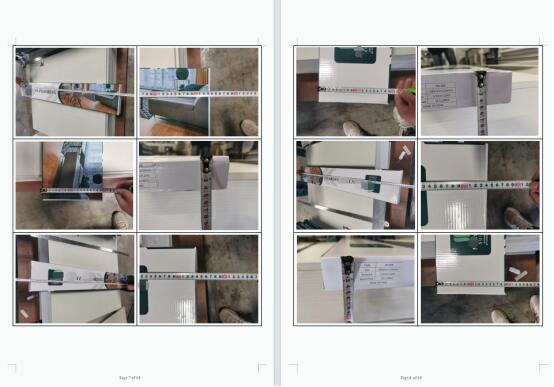
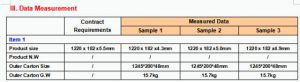
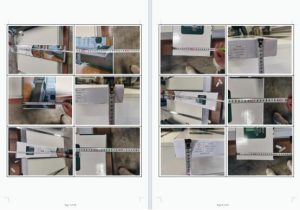
 Measured data(Product size,Outer Carton size)
Measured data(Product size,Outer Carton size)

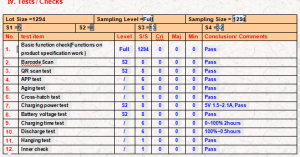
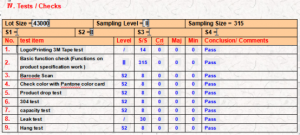
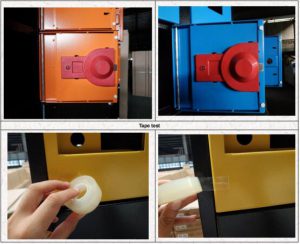
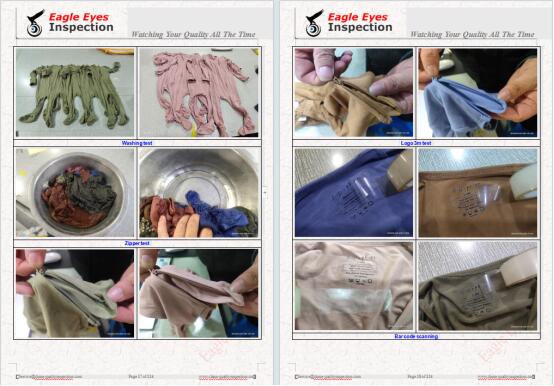
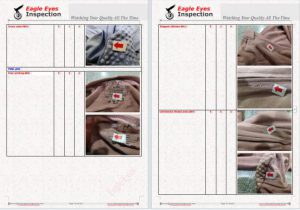
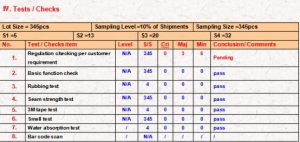
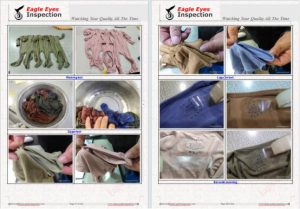
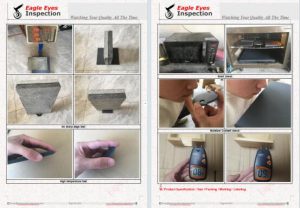
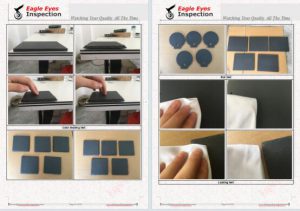
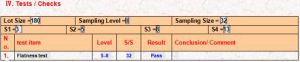
Special test for Climbing suit.
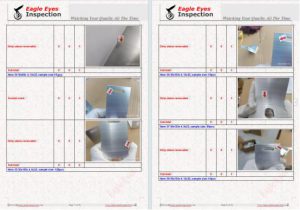
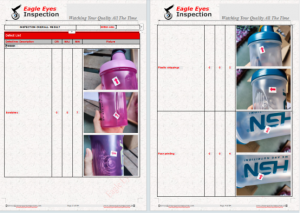
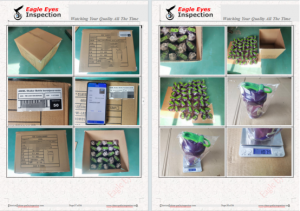
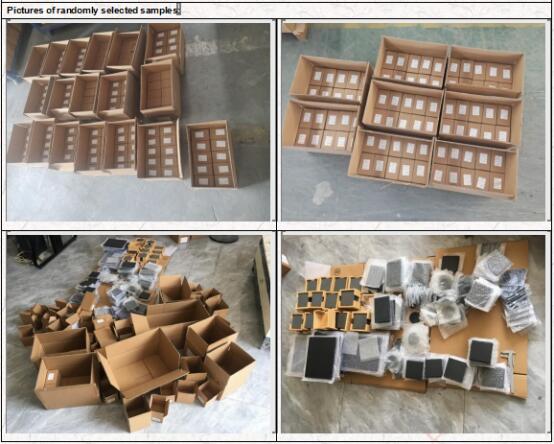
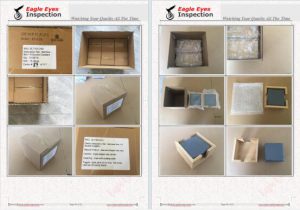
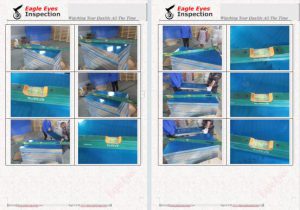
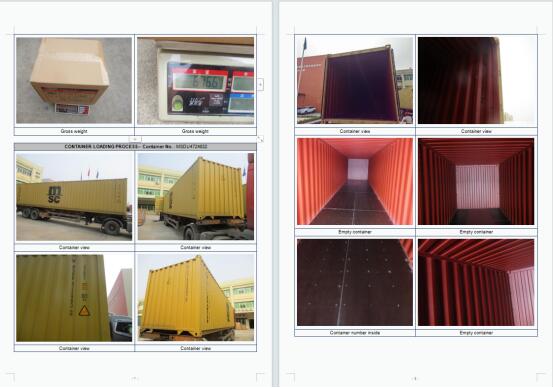
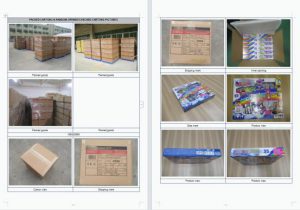
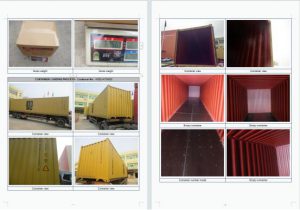
 Packing check
Packing check Inspection Report
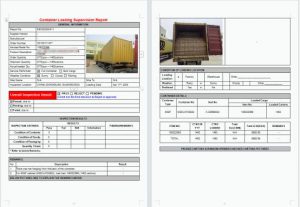
Inspection Report
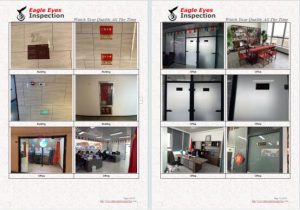
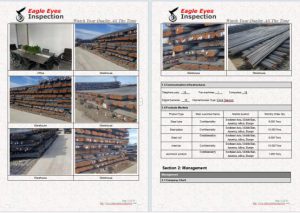
The report shows the situation at the inspection site. Check and verify that the goods meet the requirements of size, weight, packing and workmanship according to the information provided by customer. Work is good, function test is normal. After reading the report, customers can accurately judge whether the goods meet the requirements of the order.

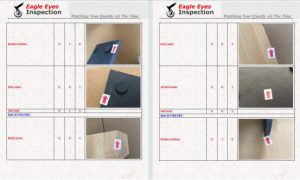














 ?Product quality inspection;
?Product quality inspection;